

Dados:
A (mm) 950
B (mm) 2595
C (mm) 885
D (mm) 4430
E (mm) 1415
F (mm) 1511
G (mm) 1498
H (mm) 1745
Peso do veículo
1250 Kg

Carga
520 Kg

Distribuiçăo de carga
sobre os eixos
Dianteiro 790
Traseiro
480

Reboque
Reboque sem freio 500 Kg
Reboque com freio 1300 Kg

Dados técnicos
Velocidade máxima: 216 km/h
Aceleraçăo de 0-100 Km(s) 8.6

Consumo de combustível
Consumo segundo diretiva 93/116/CE:
Urbano 100 Km/L 11.7
Estrada 100 Km/L 6.6

Lubrificante
Ólio do motor:
Selenia 20K - SAE
10W40 ACE
A3-96, API SJ
Ólio do câmbio:
Tutela ZC 75 SYNTH
- SAE 75 W90, API
GL5
Lubrificante
Ólio do motor:
Selenia 20K - SAE
10W40 ACE
A3-96, API SJ
Ólio do câmbio:
Tutela ZC 75 FF
- SAE 75 W90, API
GL5

Fluido
Ólio da direçăo hidráulica:
Tutela GI/A (G.M.
DEXRON II)
Líquido do circuito
hidráulico do freio e embreagem:
Alfa Romeo BRAKE
FLUID SUPER
DOT 4 (DOT 4, SAE
J1703 F)

Fluido
Líquido do circuito
de arrefecimento do motor:
Alfa Romeo Climafulid
Super Permanent
-40°C

Graxa
Homocinética:
Tutela MRM2 -
Consistencia NLGI=2
Cubo da roda, tirante
da direçăo, orgăos vários:
Tutela MR3 -
Consistencia NLGI=3

Tanque de combustível
Reservatório (L): 63
Reserva (L): 7

Lubrificante
Quantidade para substituiçăo.
Ólio do motor 4.4 Litros
ňlio do câmbio 2 Litros

Fluido (litro)
Circuito de arrefecimento
do motor 6.9L
Reservatório do liquido do lavador do pára-brisa 2.5 (5.3)
Instalaçăo do freio hidráulico e embreagem 0.525

Motor
Posiçăo no veículo - Dianteiro
Orientaçăo - Transversal
Número de cilindro
- 4

Motor
Posiçăo do cilindro - em linha
Ciclo - Otto
Distribuiçăo - 2 ACT
com variador
de fase

Dados do motor
Diametro (mm) 83
Curso (mm) 91
Cilindrada total 1970
Potencia máxima (kW CEE) 114
Potencia máxima (CV CEE) 155
Regime de potencia máxima , (giro/1') 6400
Torque máxima (Nm CEE) 187
Torque máxima (kgm CEE) 19.1
Regime de torque máximo (giro/1') 3500
Regime minimo (giro/1') 850 ± 30
Ângulo de fasagem
do motor
Folga de controle (mm) 0.45
Aspiraçăo - abertura
(Depois do PMS) 3 (22)
fechamento (Depois do PMI) 51(26)
Descarga - abertura
(Antes do PMI) 47
fechamento (Depois dio PMS) 4
Injeçăo
Tipo Multi Point
Bosch
M1.5.5

Igniçăo
Tipo Estática
integrada com injeçăo
Número de bobinas 4
Ordem de igniçăo 1 - 3 - 4 - 2


Emissăo de CO2
Valor
máximo (g/km) 202

Arrefecimento do motor
Inicio da abertura (°C) 81 ÷ 85
Abertura máxima (°C) 101 ÷ 105
Curso da válvula > = 9.5

Transmissăo
Traçăo : Dianteira
Câmbio de velocidade
Tipo C510
1Ş 3.545
2Ş 2.238
3Ş 1.520
4Ş 1.156
5Ş 0.946
Ré 3.909

Diferencial
1Ş 3.563
2Ş 12.631
3Ş 7.974
4Ş 5.416
5Ş 4.119
Ré 13.928

Embreagem
Tipo Monodisco a seco
Acionamento a impulso
Comando Hidráulico coaxial
Diametro bomba 3/4"

Sistema dos freios
Tipo ABS integrado com corretor de frenagem
Diametro do 7/8"
cilindro mestre
Diametro do 8"
cilindro servofreio

Freio dianteiro
Tipo
do disco Autoventilado
Dianmetro do disco (mm) 283.8 ÷ 284.2
Espessura nominal (mm) 21.9 ÷ 22.1
Espessura depois da retífica (mm) 21.1
Espessura minima concedida (mm) 20.2
Diametro da pinça (mm) 54
Freio traseiro
Tipo
de disco Maciço
Diametro do disco (mm) 250.9 ÷ 251.1
Espessura nominal (mm) 9.80 ÷ 10.20
Espessura após retifica (mm) 9.35
Espessura minima (mm) 9
Diametro da pinça (mm) 38
Direçăo
Tipo Hidráulica
Diametro da
direçăo (m) 11.1
Número de giros 2.2
no volante

Suspensăo diamteira
- Mola helicoidal
Diametro do
filamento 12.3 ÷ 0.05
Número de espirais 8.8
Carga 511

Suspensăo dianteira
- Amortecedor
Haste aberta (mm) 471.5 ± 3
Haste fechada (mm) 368.5 ± 3
Diametro externo (mm) 11.5

Suspensăo dianteira
- Barra estabilizadora
Diametro 22

Suspensăo traseira
- Mola helicoidal
Diametro do
filamento (mm) 11.8
± 0.05
Número de espirais 3.3
Carga 243

Suspensăo traseira
- Amortecedor
Haste aberta (mm) 590 ± 2.5
Haste fechada (mm) 402 ± 2.5
Diametro externo (mm) 22

Suspensăo traseira
- Barra estabilizadora
Diametro (mm) 14

Rodas e pneus dotados
de série
Diametro da roda 6.5J x 15"
Largura nominal
do pneu 185
Índice de carga
do pneu 88
Rodas e pneus - Pressăo
Com plena carga(Kg/cm2) 2.5

Dados caracteristicos
Tençăo (V) 14
Corrente nominal 100
Resistęncia 2.47 ÷ 2.63 ohms

Regularizaçăo da tensăo
Velocidade para
controle(giros/min.)
7000
Controle estab.
térmica (A) 50 ÷ 55
Corrente de controle (A) 50 ÷ 55

Regularazaçăo da tensăo
Rensăo de regulagem a 20° C
14.0 ÷ 14.3

Dados caracteristicos
Tensăo (V) 12
potęncia nominal (W) 1.1
Comando Eletricomagnético

Dados caracteristicos
Tensăo (V) 12
Capacidade (Ah) 60

UNIDADES NOVAS E MANUTENÇĂO
Componente Tipo Denominaçăo Classificaçăo Qtde
Circuito dos Alfa Romeo DOT 4
freios- atrito Líquido[I]
BRAKE FLUID SUPER SAE J1703 F 0.525
DOT 4
Câmbio
com diferencial
Líquido[I] TUTELA ZC 75 SAE 75W90API GL5 2
SYNTH
Circuito de arrefecimento
Alfa Romeo
Líquido[I] Cimafluid Super
Permanent - 40° C 6.9
Circuito de SAE 10W40ACEA
Lubrificaçăo
Óleo [I] SELENIA 20K A3-96API SJ 4.4
DESCRIÇĂO
O estilo do veículo
representa a última evoluçăo da tradiçăo Alfa Romeo. Todos
os elementos que compőem a carroceria visam exaltar a imagem de esportividade
do veículo conseguindo harmonizar elementos inovadoress com elementos
de forte chamada dos veículos que fizeram a história da Alfa Romeo.
As características fundamentais das escolhas feitas săo :
- Emblema dianteiro de forte personalidade e dominante na frente do veículo
- Grupos óticos integrados
na frente e com parábola redonda como nos esportivos
clássicos
- Capô em V que nasce no emblema e se compőe com as colunas e laterais
- Pára-choque integrado na carroceria
- Placa dianteira lateral para melhorar o arrefecimento do motor
- Elevada superfície
de chapa em relaçăo ŕ reduzida superfície de vidro para
exaltar a imagem de esportividade
- Maçaneta dianteira como elemento dominante am toda a lateral
- Maçaneta traseira
integrada na estrutura da porta torna o veículo similar a um
coupé
- Traseira truncada
- Placa traseira no pára-choque
- Divisăo dos espaços
internos entro motorista, passageiro dianteiro e passageiros
traseiros
- Linhas internas integradas e personalizadas
- Bancos inovadores
pelo perfil e tecnologia por elevar a segurança e a
envolvęncia permitindo uma direçăo esportiva segura e confortável
Para maiores informaçőes sobre os componentes, ver as descriçőes de cada grupo.
ATENÇŐES
Todas as operaçőes
devem ser feitas com a máxima atençăo e cuidado para evitar danos
ŕs pessoas.
Para alguns procedimentos
é indicado o uso de ferramentas específicas Alfa Romeo.
A utilizaçăo destas ferramentas é indispensável para operar com segurança.
Respeitar as normas
de segurança vigentes para o trabalho em oficina. Quando necessário,
săo indicados dentro do Manual atençőes específicas a adotar para evitar
o aparecimento de situaçőes de perigo.
Para a utilizaçăo
de produtos químicos, observar criteriosamente as indicaçőes preventivas
prescritas na ficha de segurança que o fornecedor deve entregar ao usuário
ADVERTĘNCIAS
Todas as operaçőes
devem ser feitas com a máxima atençăo e cuidado para evitar danos
ao veículo.
Proteger adequadamente
com papel adesivo ou retalhos limpos as partes do motor que,
permanecendo abertas após a desmontagem, apresentam passagens para a entrada
de pó ou corpos estranhos.
PROVAS DE GRUPO
A Localizaçăo dos ruídos (assobios) (localizaçăo preliminar)
Fitar as várias zonas
com papel emborrachado de carroçadores : quando o barulho
aparece, a zona fitada naquele momento é aquela que origina o ruído :
- portas dianteiras (ver 7005 PROVA A)
- portas traseiras (ver 7010- PROVA A)
- capô (ver 7025 - PROVA A)
- pára-brisa (ver 7035 - PROVA A)
- parte inferior da carroceria
- teto solar
- zona traseira (vidro traseiro - lanternas traseiras)

REPARAÇĂO DO VEÍCULO
Dados para identificaçăo do veículo
O veículo possui as seguintes plaquetas de identificaçăo :
1 - Plaqueta dos dados de identificaçăo
2 - Marcaçăo da carroceria
3 - Plaqueta de identificaçăo da tinta da carroceria
Localizaçăo das plaquetas no veículo
Para os códigos de
identificaçăo utilizados e a sua interpretaçăo, ver o quanto descrito
no Manual de Assistęncia.
Pontos
de reboque do veículo
O veículo possui duas
sedes rosqueadas, uma dianteira e outra traseira, para a montagem
do anel de reboque alojado na caixa de ferramentas existente no porta-malas
sob o tapete de revestimento.
Localizaçăo das sedes para colocaçăo dos anéis de reboque.
Ao rebocar o veículo,
é obrigatório respeitar as específicas normas locais. de circulaçăo
relativas ao dispositivo de reboque e ao comportamento na estrada. Limpar
cuidadosamente a sede rosqueada antes de colocar o anel. Antes
de iniciar o reboque, certificar-se de ter colocado a fundo o anel de reboque.
Girar a chave na posiçăo
MAR e em seguida imediatamente na posiçăo STOP e NĂO
retirá-la. Retirando
a chave, aciona-se automaticamente a trava da direçăo e a conseqüente impossibilidade
de girar as rodas. Durante
o reboque, năo tenso o auxílio do servofreio e da direçăo hidráulica, é
necessário exercitar
um esforço maior no pedal do freio e no volante.
Năo utilizar cabos flexíveis para efetuar o reboque e evitar os trancos.
Pontos
de levantamento do veículo.
Para o levantamento
do veículo, com um elevador ou macaco de oficina, colocar as
extremidades dos braços ou o macaco somente nos pontos indicados na figura
seguinte.
Posiçăo dos pontos de levantamento do veículo
NOTA: Após
levantar o veículo, sustentá-lo com cavaletes de segurança. Antes
de levantar o lado traseiro (dianteiro) do veículo, travar as rodas colocando
calços na
frente (atrás) das rodas dianteiras.
Prescriçőes de segurança
gerais
As atividades ligadas
ŕs intervençőes de reparaçăo da carroceria exigem o uso de materiais,
instrumentos e ferramentas. Antes de executar qualquer operaçăo, ler atentamente
os manuais de instruçăo e observar criteriosamente as indicaçőes e normas
de segurança prescritas. Os
locais apropriados para os trabalhos devem ser equipados com ventilaçăo
respeitando a legislaçăo
relativa ŕ circulaçăo do ar, a filtragem das substâncias nocivas
(solventes) e o abatimento do pó; a manipulaçăo das substâncias danosas
deve ser feita conforme
as indicaçőes e as prescriçőes do fabricante. A
coleta e a eliminaçăo dos rejeitos deve ser feita em conformidade com a
legislaçăo relativa.
Durante os trabalhos
e a manipulaçăo de substâncias nocivas e perigosas, é taxativo
e obrigatório os equipamentos de segurança individual (roupas, máscaras,
luvas, óculos, etc.).
Ciclos
operativos de reparaçăo do veículo
Os ciclos operativos
de reparaçăo do veículo săo geralmente constituídos das seguintes
fases :
- verificaçăo das cotas características do veículo
- corte / remoçăo
dos elementos danificados e preparaçăo da carroceria para a
solda
- solda dos elementos de reposiçăo
- preparaçăo para a pintura
- pintura
- restabelecimento das proteçőes contra corrosăo, insonorizantes, etc.
VERIFICAÇĂO E RESTABELECIMENTO DAS COTAS CARACTERÍSTICAS DO VEÍCULO
É a primeira fase
da intervençăo reparativa, na qual săo verificadas e avaliadas as
deformaçőes sofridas pela carroceria e identificados os elementos danificados.
ESTICAMENTO DA CARROCERIA
O esticamento da carroceria,
para a recuperaçăo das cotas características, é efetuado
nas bancadas de alinhamento nas quais é possível fixar a carroceria mediante
morsas e fixaçőes conforme as modalidades, específicas de cada veículo,
que cada fornecedor
anexa ŕ bancada.
Para a verificaçăo
das cotas características da carroceria săo usados gabaritos, a serem
colocados nos pontos prescritos, através dos quais se controlam as cotas
indicadas pelo fabricante
do gabarito para cada modelo ou em alternativa ŕs cotas
do veículo descritas na página seguinte.


Normas gerais para
a configuraçăo
Antes de executar
qualquer operaçăo no veículo, desligar o pólo negativo da bateria.
Por motivos de segurança e para melhor qualidade da reparaçăo É PROIBIDO :
- substituir partes estruturais da carroceria sem utilizar uma bancada de reparaçăo. A utilizaçăo da bancada permite garantir a restruturaçăo do veículo com as cotas de fabricaçăo originais, assegurando uma perfeita posiçăo dos elementos dianteiros ou traseiros.
- aquecer para alinhar as partes estruturais da carroceria
- cortar e soldar,
borda a borda, em uma mesma linha, um elemento qualquer da
carroceria e o seu reforço.
Efetuar a remoçăo
dos elementos danificados operando o corte dos mesmos em correspondęncia
dos elementos de junçăo respeitando as linhas de corte descritas no
Manual de Assistęncia. A operaçăo executada corretamente prevę uma sobra de
alguns centímetros
entre as duas linhas de corte a fim de distribuir melhor os pontos fusíveis
criados pelas soldas. A figura seguinte ilustra uma possível atuaçăo. Este
tipo de operaçăo foi
controlado e superou severas provas de crash, para garantir a
máxima segurança e proteger os ocupantes.

SEGUETA PNEUMÁTICA
ALTERNATIVA
Este tipo de segueta
permite a execuçăo de cortes rápidos e precisos, tendo a possibilidade
de regular a velocidade de trabalho da lâmina de modo a adaptar sua
utilizaçăo ŕs diversas situaçőes de intervençăo.
Exemplo de aplicaçăo
da segueta pneumática alternativa (fig. grande logo após o texto)
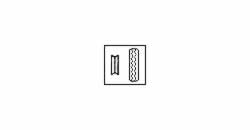
SEGUETA
CIRCULAR DE VIBRAÇĂO
A segueta por vibraçăo
é utilizada nos casos onde é necessário uma alta precisăo de
corte, como por exemplo, a chapa de uma caixa a ser substituída sobreposta a
uma chapa que năo
deve ser danificada. Regulando a velocidade e o número de
oscilaçőes, é possível
obter a precisăo exigida em funçăo das condiçőes de utilizaçăo.
O alto nível de segurança
próprio deste instrumento recomenda seu uso em alternativa
a outros tipos de segueta.
Exemplo de segueta circular por vibraçăo
TALHADEIRA PNEUMÁTICA
A talhadeira pneumática
é utilizada para retirar partes de chapa e seu uso é indicado
:
- quando năo é possível
utilizar uma segueta pneumática, a despontadeira ou a
furadeira, por exemplo, quando atrás da chapa a ser cortada exista uma outra que
năo deve ser danificada;
- quando é possível
a reparaçăo direta das chapas soldadas, introduzindo a ponta
da talhadeira entre as duas chapas al longo da borda de junçăo, de modo a năo
deixar bordas
a serem retiradas em um segundo tempo.
As diversas pontas
com as quais pode ser equipada aumentam sua versatilidade de utilizaçăo.
Exemplo de aplicaçăo de talhadeira pneumática.
SISTEMA DE CORTE POR PLASMA
Este sistema de corte,
obtido pelo efeito combinado entre um arco elétrico e um gás
ou mistura de gás, é usado quando necessário para retirar chapas de dimensőes
consideráveis.
Regular em funçăo
da espessura da chapa e da profundidade do corte, o valor da corrente
e do fluxo de gás conforme o quanto indicado no manual de instruçőes fornecido
pelo fabricante.
NOTA: O
uso do sistema de corte por plasma requer a utilizaçăo de uma instalaçăo de
aspiraçăo e eliminaçăo
de fumaça e gases nocivos.
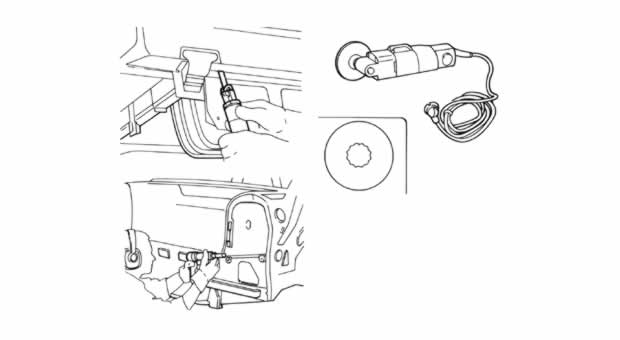
FURADEIRA ELÉTRICA
A furadeira elétrica
é normalmente utilizada nos casos em que năo é possível usar a
despontadeira. A correta utilizaçăo da furadeira para a retirada dos pontos de
solda, em
caso de várias chapas sobrepostas, está ilustrada na sequencia abaixo.
A broca a ser utilizada
nestas operaçőes é idęntica ŕ utilizada na despontadeira. O
ponto de solda deve ser marcado com um punçăo de modo a fornecer uma referęncia
central e ponto de apoio para a broca, evitando fugas do ponto e danos
ŕ zona circundante
ŕ área de trabalho. A broca deve ser empurrada até atingir uma profundidade
ligeiramente maior do que a espessura da chapa que deve ser retirada
(ver figura seguinte). Exemplo
de utilizaçăo de uma furadeira elétrica (ver figura seguinte)
Exemplo de uma correta utilizaçăo da broca despontadeira (ver figura seguinte)
1 - Chapa a ser retirada
2 - Chapa em caixa que impede o uso da despontadeira.
DESPONTADEIRA
A despontadeira para
a retirada dso pontos de solda após o corte da chapa a ser substituída
para permitir a remoçăo dos retalhos de chapa restantes nas bordas da
carroceria.
A despontadeira opera
na chapa que constitui o retalho cortando-a até a chapa abaixo
e isolando assim o ponto de solda.
Após a retirada de
todos os pontos de solda, o retalho deve ser retirado operando com
alicates.
- Para facilitar o
trabalho, adotar uma velocidade de corte de aproximadamente
1000/rpm
- Regular através do parafuso a profundidade de fresagem.
Exemplo de utilizaçăo
da despontadeira (ver figura seguinte)
Năo furar os componentes
de acoplamento.
Se os furos forem
feitos erradamente,. fechá-los com solda (MIG). A presença de furos
diminui a resistęncia do componente em qustăo e pode dar origem a infiltraçőes
de água e agentes corrosivos.
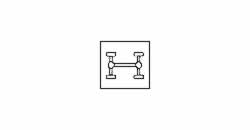
BIGORNAS A ALAVANCAS DOBRADAS
Estes instrumentos
săo usados quando as chapas devem ser alinhadas mediante martelamento,
como ponto de reaçăo e suporte da chapa.
As bigornas săo dobradas
/ onduladas com perfis adequados para adaptar-se ŕs conformaçőes
das chapas e, quando a zona de trabalho o permitir, podem substituir o
martelo.
As alavancas possuem
as mesmas modalidades de utilizaçăo das bigornas, porém projetadas
de modo a poder serem introduzidas através de aberturas e espaços estreitos
para atingir os pontos de difícil acesso.
Bigornas e alavancas
săo também usados para eliminar as deformaçőes das bordas das
chapas que năo săo retiradas, permitindo um correto acoplamento com as
chapas substituídas
evitando enfraquecimento das estruturas.

Solda dos elementos
de reposiçăo
A solda dos elementos
de carroceria pode ser efetuada, conforme as exigęncias, por
diversos métodos :
- Solda por pontos;
- Solda por fio contínuo (MIG)
- Brasagem
EQUIPAMENTOS
Os equipamentos utilizados neste trabalho săo :
- soldadeira por pinça;
- soldadeira por fio
contínuo (MIG); Caso devam ser feitas intervençőes de solda
ou trabalhos que possam causar chamas nas proximidades dos componentes da
instalaçăo de alimentaçăo
de combustível ilustrados na figura ou de outras partes
inflamáveis do veículo, é necessário retirar do veículo as partes envolvidas e
tampar as
conexőes livres das tubulaçőes caso se destaquem das conexőes.
Desligar as centrais
eletrônicas (I.E. , ABS, AIR BAG, Ar condicionado, Alarme, etc.) que
possam danificar-se durante os trabalhos.
Partes
da instalaçăo de alimentaçăo de combustível - maçarico oxi-acetilęnico
(brasagem)
GENERALIDADES SOBRE A SOLDA ELÉTRICA POR PONTOS
Na solda elétrica
por pontos, o calor necessário para a fusăo do metal é fornecido pela
resistęncia ŕ passagem da corrente que o próprio metal opőe.
A solda por pontos
é feita em chapas cujas bordas de junçăo săo sobrepostas e ocorre
por fusăo do metal que constitui as chapas; portanto, neste caso, năo é
necessária a deposiçăo
de metal.
Nas zonas em que săo
sobrepostas tręs ou mais chapas, a solda por pontos deve ser
repetida uma segunda vez.
O tipo de uniăo que
é realizada é do tipo descontínuo, para dar ŕ junçăo uma boa resistęncia
mecânica é necessário que os pontos sejam distanciados seguindo normas
precisas (ver tabela a seguir).

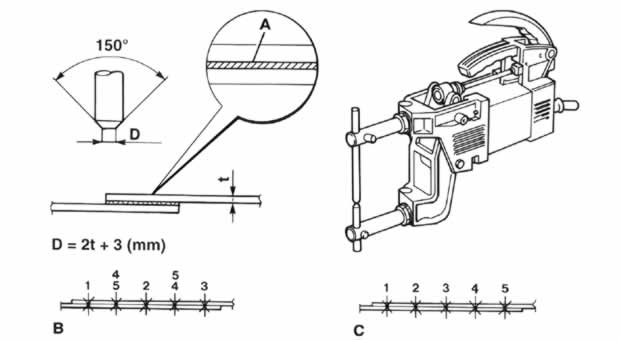
SOLDA POR PONTOS
A - Protetor zincante eletrosoldável
B - Seqüęncia de solda correta
C - Seqüęncia de solda errada
D - Dimensăo do eletrodo
No caso de solda por pontos, verificar :
- o correto alinhamento dos braços;;
- o correto diâmetro das extremidades dos eletrodos;
- a planicidade e o correto acoplamento das bordas de solda;
- a correta seqüęncia de solda.
Antes da solda, passar
nas bordas de junçăo o protetor zincante eletrosoldável para
proteger as caixas contra a corrosăo.
Soldadeira por pontos,
características geométricas do eletrodo em funçăo da espessura
da chapa e seqüęncia de solda.

A - Tabela para a
determinaçăo da distância dos pontos das bordas das chapas
em funçăo de sua espessura.
B - Tabela dos valores
de referęncia para o correto espaçamento dos pontos de
solda em funçăo da espessura da chapa.
Năo soldar as superfícies
de forma angular. Se a superfície for deste tipo, cria-se uma
concentraçăo de tensăo que provoca o rompimento.
Exemplo de correta solda por pontos em correspondęncia dos ângulos .
A
- Zona onde năo devem ser feitas soldas
SOLDA
POR FIO CONTÍNUO (MIG)
Adotar o método de
solda MIG para as partes onde năo é possível utilizar a solda por
pontos.
Na solda por fio contínuo MIG, verificar :
- a velocidade de avanço do fio;
- a correta execuçăo
dos cordőes de solda contínua (alternância dos trechos de
solda)
Neste sistema de solda,
o eletrodo (um fio contínuo com avançamento automático) é
protegido por uma atmosfera de gás inerte (por isto a sigla M.I.G. - do inglęs
Metal Inert
Gas).
O contínuo avançamento
do fio (que constitui tanto o eletrodo como o metal de depósito),
permite a execuçăo de longas soldas sem interrupçăo. O
fluxo de gás inerte enviado na zona de solda elimina o ar que circunda o banho
de fusăo evitando
a oxidaçăo do metal, ou seja, desenvolve a funçăo de revestimento
de proteçăo na solda por eletrodo revestido. Por estes motivos, uma
solda MIG se diferencia
de uma solda feita com eletrodo revestido pela ausęncia de escória
no cordăo de solda, além de năo apresentar a porosidade que pode ser verificada
nas normais soldas por arco.
O uso do sistema de
solda MIG requer a utilizaçăo da instalaçăo de aspiraçăo e eliminaçăo
de fumaça e gases nocivos.
MODALIDADEES OPERATIVAS
Para a correta execuçăo
de uma solda de cabeça de duas chapas mediante a utilizaçăo
de uma soldadeira MIG : esmerilhar cuidadosamente ou decapar a chapa,
colocar o equipamento de modo racional de modo que durante a execuçăo da
solda a luva do dispositivo năo se torça ou faça bruscas dobras que possam
obstruir o avançamento
do fio, usar os equipamentos de proteçăo individual (EPI) e colocar
uma máscara de vidro adequado (vidro padrăo n° 8 para correntes de 40
/ 60A e n° 9 para correntes de 80 / 200A). Certificar-se de um bom contato elétrico.
Tabelas dos valores de referęncia para a execuçăo de soldas por pontos

Regular o fluxo de
gás de acordo com as indicaçőes do fabricante da aparelhagem.
Executar pontos de
solda nas duas extremidades da linha de junçăo e um no centro;
em seguida executar os pontos intermediários nos dois trechos assim delimitados.
Os pontos devem ser feitos a uma distância de 25/30 mm um do outro.
Năo é recomendado
executar em primeira instância o cordăo de solda contínua, uma
vez que, além de ser de difícil execuçăo prática, pode provocar o início de
deformaçőes da chapa
pelo acúmulo de calor que comporta.
A dificuldade de execuçăo
de uma solda com cordăo único reside na exigęncia de um
movimento do bico muito longo para obter uma boa penetraçăo da solda, mas
suficientemente rápido
para năo incorrer no risco de uma "queima " das chapas.
Um movimento muito
rápido do bico conduz a uma baixa resistęncia do cordăo de solda
uma vez que, após a sucessiva operaçăo de esmerilhamento do cordăo, resta
um trecho de material
de depósito insuficiente para garantir a resistęncia da junçăo.
Após o ponteamento
inicial da chapa, é necessário fazer o esmerilhamento dos pontos
aplicados mediante uma esmerilhadeira com disco rígido até o nível da
chapa.
Neste ponto é necessário verificar o alinhamento das chapas e eventualmente
corrigi-lo com martelo e bigorna de aço.
Em seguida, fazer
o enchimento dos intervalos entre os vários pontos de execuçăo de
trechos de solda alternados, mantendo o bico inclinado em aproximadamente
60° (ver figura anterior).
1 - Execuçăo dos pontos
de solda da junçăo. O detalhe mostra o aspecto dos pontos
de solda atrás da chapa. Esmerilhamento dos pontos de solda da junçăo.
2 - Execuçăo da solda.
A figura seguinte ilustra a correta execuçăo da solda.
Nota : A abertura correta é de aproximadamente 1 mm.
Execuçăo de uma solda
com eletrodo em gás inerte (MIG) para a junçăo das chapas unidas.
3 - O detalhe mostra
duas alternativas para a correta seqüęncia dos trechos de
solda a efetuar para evitar deformaçőes da chapa.
A boa execuçăo da
operaçăo de solda é confirmada pelo aspecto do lado traseiro do
cordăo de solda que deve apresentar uma série de ondulaçőes esféricas por
todo o comprimento
da junçăo.
A soldadeira MIG pode
ser utilizada também para a uniăo de chapas sobrepostas que
apresentem somente um lado acessível.
Para a execuçăo do
ponto de solda é necessário que as chapas estejam perfeitamente
aderentes e o bico seja mantido em uma posiçăo perpendicular ŕ superfície.
Deste modo, a açăo
do eletrodo funde inicialmente a primeira chapa e em seguida a
segunda na qual produz uma cratera que é fechada pelo avanço do eletrodo.
Para executar perfeitamente
esta operaçăo, é necessário regular a soldadeira nos valores
de corrente adequados para a espessura das chapas nas quais se opera e
executar, com o bico
apoiado em dois suportes, uma pressăo na superfície de modo
a favorecer o encosto das chapas.
Com chapas cuja espessura
ultrapasse 1,5 / 2,5 mm, é necessário fazer um furo de início
em correspondęncia com os pontos de solda de 0,6 mm de diâmetro.
Execuçăo de uma solda
com eletrodo em gás inerte (MIG) para a junçăo de chapas sobrepostas


BRASAGEM
A solda por brasagem
é aplicada somente quando devem ser substituídas chapas soldadas
por este sistema executando a solda somente nos pontos previstos pelo fabricante.
Este tipo de solda
năo garante características mecânicas comparáveis aos outros sistemas
descritos anteriormente e, portanto, năo se aplica para a uniăo de partes
estruturais.
Na utilizaçăo dos
bicos oxi-acetilęnicos para a brasagem, observar as normas de segurança
relativas ŕ sua utilizaçăo e certificar-se de operar em condiçőes de segurança.
O uso deste sistema de solda requer a utilizaçăo de instalaçăo de aspiraçăo
e eliminaçăo de fumaça e gases nocivos.
SISTEMAS DE FILTRAGEM E DEPURAÇĂO DO AR
Executando trabalhos
que produzam fumaça, gases, pó, prejudiciais para o operador,
é necessário o uso de sistemas de filtragem e de depuraçăo do ar.
Estes sistemas săo
adequados ŕs várias exigęncias e dimensionados para os diversos
volumes de ar a depurar. O funcionamento destas instalaçőes é geralmente
de açăo combinada entre filtragem mecânica e eletrostática e depuraçăo
mediante carvăo ativado.
A filtragem é feita
em dois tempos, eliminando mecanicamente com redes, as partes
mais grossas do pó e submetendo o fluxo de ar a ionizaçăo que carrega
estaticamente as partículas
de pó que serăo depois eliminadas pelo fluxo por processo
eletrostático.
Sucessivamente o fluxo
de ar é depurado passando através dos filtros de carvăo ativado.
Neste sistemas, além da eficięncia específica, foi otimizada a manobrabilidade
e o nível de rumorosidade, que năo ultrapassa nunca os níveis suportáveis.
A figura seguinte ilustra uma possível conformaçăo do quanto descrito.
Exemplo de instalaçăo móvel de filtragem e depuraçăo do ar.

PINTURA
Generalidades
A pintura da carroceria
tem dois objetivos fundamentais : a proteçăo das superfícies da
chapa contra agressőes ambientais e atingir, pelo ponto de vista estético,
elevados níveis de
brilho e cobertura das tintas.
O grande número de
produtos químicos que săo utilizados nas operaçőes de pintura requer
uma particular atençăo na manipulaçăo e no uso dos mesmos.
Estas operaçőes de
pintura produzem emissăo de nebulosidade de tinta e vapores de
solventes que, se aspirados pelo operador, podem comprometer seriamente sua
saúde e devem ser
feitas somente em cabine de pintura.
O operador deve sempre usar máscaras e roupas de proteçăo.
Estas máscaras podem
ser do tipo a filtragem para operaçőes de breve duraçăo e do
tipo pressurizado para proteçăo total em operaçőes de maior duraçăo.
EQUIPAMENTOS
Os equipamentos utilizados nas operaçőes de pintura săo :
- máscaras para filtragem e roupas protetoras
- masqueradoras e fitadoras
- cabines de pintura e fornos de cozimento
- pistolas para pulverizaçăo
- lâmpadas a raios infravermelhos
- polidoras
VESTIMENTAS PROTETORAS
Na operaçăo de pintura
deve ser sempre utilizadas vestimentas adequadas,
confeccionadas de modo a proteger o mais possível o operador contra o contato
com os agentes
nocivos.
Recomenda-se também
a utilizaçăo de um creme que serve como barreira a ser aplicado
nas partes descobertas mais expostas (rosto, măos e braços) e que deve
ser retirado ao término
da operaçăo de pintura.
MÁSCARA
DE FILTRAGEM
Este tipo de máscara
protege somente as vias respiratórias do operador e requer o uso
de óculos e protetor de cabelos.
A sua utilizaçăo é recomendada para pequenas intervençőes de retoque.
Exemplo de máscara de filtragem.


PISTOLA DE PULVERIZAÇĂO
A
evoluçăo dos estudos sobre a ergonomia e sobre a técnica de pintura por
pulverizaçăo levou
ŕ definiçăo de um novo tipo de pistola de alto volume de ar e baixa
pressăo de nebulizaçăo para permitir reduzir notavelmente a névoa de pintura.
Este tipo de pistola
foi projetada mais leve com uma empunhadura adequada para reduzir
o cansaço e a existęncia de grampos com travas de comando que requerem
um esforço muito inferior
ŕs pistolas tradicionais.
A manipulaçăo da pistola
é também facilitada pelo bom balanceamento dos pesos e
pelo reduzido volume visual que permite um maior controle da parte a ser
trabalhada.
O aspecto de maior
interesse desta pistola é o sistema de alimentaçăo que permite a
pintura em qualquer direçăo, mesmo com o reservatório voltado para baixo,
otimizando os procedimentos
de lipeza com uma notável economia de tempo e de material.
A possibilidade de pintar por cima e por baixo, além de evitar a formaçăo de áreas
muito molhadas
ou muito enxutas facilita o acesso a zonas da carroceria difíceis de atingir.
Particular atençăo
deve ser dada ŕ facilidade de regulagem que se exerce com mínimos
e simples movimentos.
Esta pistola tem um
rendimento extremamente elevado e une uma capacidade de pulverizaçăo
muito fina de qualquer produto, mesmo hidrosolúvel, utilizados pelos carroçadores
com pressőes inferiores ou iguais a 0,7 g (10 PSI). Graças a esta
capacidade de aproveitamento
de material de pintura, pode-se obter uma notável economia
e melhor condiçăo do ambiente de trabalho. A figura seguinte ilustra algumas
possibilidades de utilizaçăo da pistola.
Utilizaçăo da pistola de pulverizaçăo
A - Modo de utilizaçăo normal
B - Uso de baixo para cima
C - Uso do alto para baixo
LÂMPADAS PORTÁTEIS DE RAIOS INFRAVERMELHOS
Se a intervençăo for
limitada a pequenos retoques, năo é racionalmente recomendável
a utilizaçăo do forno. Nestes casos, a secagem da tinta pode ser feita
por lâmpadas de raios infravermelhos montadas em espelhos parabólicos.
O uso de uma ou mais
lâmpadas posicionadas de modo a obter na superfície envolvida
pelo retoque uma temperatura uniforme, permite o cozimento da película
de tinta e um resultado comparável ao obtido pelo cozimento no forno.
Este tipo de lâmpada
reduz muito o tempo de secagem, reduzindo também o consumo
de energia.
A lâmpada deve ser
utilizada somente quando a tinta sofrer um nível de secagem até
estar em condiçăo de "fora de poeira".
Secagem de um retoque mediante lâmpada portátil de raios infravermelhos.

PINTURA DE CHAPA SUBSTITUÍDA
(PARAFUSADA)
Com peça de reposiçăo original tratada com cataforese em chapas eletrozincadas
1 - Limpar o componente
de reposiçăo, para eliminar eventual presença de pó,
graxa, etc. com um produto detergente de baixo composto orgânico volátil
"VOC".
2 - Executar um ligeiro
lixamento superficial com lixa P220 - P240 a seco, mediante
lixadeira pneumática equipada com aspirador, somente na chapa onde será
feita a pintura.
3 - Aspirar o pó e
executar a limpeza com um produto detergente de baixo "VOC"
ou com um produto sem silicone.
4 - Aplicar nas zonas
descobertas, em uma única passada, um produto
passivamente (Wash primer) ausente de cromados conforme as modalidades
previstas pelo fornecedor.
5 - Aplicar o sigilante
por extrusăo nas junçőes / acoplamentos de chapas em vista
conforme as modalidades e prescriçőes (para a sucessiva aplicaçăo do fundo de
enchimento)
do fornecedor.
6 - Aplicar o fundo
de enchimento alto sólido / médio sólido preparado
anteriormente, conforme as modalidades previstas pelo fornecedor do produto.
7 - Executar o acabamento
a seco com lixa P320 - P400 mediante lixadeira
pneumática equipada com aspirador e repetir a operaçăo 3.
8 - Soprar cuidadosamente todo o painel
9 - Limpar a superfície com pano contra poeira.
10 - Aplicar a tinta
base pastel / metalizada/ metalescente preparada anteriormente,
conforme as modalidades previstas pelo fabricante do produto.
11 - Aplicar o verniz
transparente acrílico bi-componente normal ou alto sólido
preparado anteriormente, conforme as modalidades previstas pelo fornecedor
do produto.
NOTA: Controlar
o painel; se for verificado um leve amassamento, emassar a parte envolvida
com massa para revisăo e em seguida lixar a seco com lixa P320 - P400
mediante lixadeira
pneumática equipada com aspirador Repetir
a operaçăo 3 e 4.
PINTURA DE CHAPA SUBSTITUÍDA (SOLDADA)
Com peça de reposiçăo original tratada com cataforese em chapas eletrozincadas
1 - Limpar o componente
de reposiçăo (soldado) para eliminar eventual presença
de pó, graxa, etc. com um produto detergente de baixo composto orgânico
volátil "VOC".
2 - Lixar a seco com
lixa P80 - P120 as zonas envolvidas pela solda mediante
lixadeira pneumática equipada com aspirador.
3 - Executar um ligeiro
lixamento superficial com lixa P220 - P240 a seco,
mediante lixadeira pneumática equipada com aspirador, somente na chapa
onde será feita a
pintura.
4 - Aspirar o pó e
executar a limpeza com um produto detergente de baixo "VOC"
ou com um produto sem silicone.
5 - Aplicar nas zonas
descobertas, em uma única passada, um produto
passivamente (Wash primer) ausente de cromados conforme as modalidades
previstas pelo fornecedor.
6 - Estucar as zonas
de junçăo envolvidas pela solda com massa poliéster,
conforme as modalidades previstas pelo fabricante do produto.
7 - Aplainar a seco
com lixa P100 - P120 mediante lixadeira pneumática equipada
com aspirador, e executar a operaçăo 4 e 5.
8 - Aplicar o sigilante
por extrusăo nas junçőes / acoplamentos de chapas em vista
conforme as modalidades e prescriçőes (para a sucessiva aplicaçăo do fundo
de enchimento) do
fornecedor.
9 - Aplicar o fundo
de enchimento alto sólido / médio sólido preparado
anteriormente, conforme as modalidades previstas pelo fornecedor do produto.
10 - Acabamento a
seco com lixa P320 - P400 mediante lixadeira pneumática
equipada com aspirador e repetir a operaçăo 3.
11 - Limpar a superfície com pano contra poeira.
12 - Aplicar a tinta
base pastel / metalizada/ metalescente preparada anteriormente,
conforme as modalidades previstas pelo fabricante do produto.
13 - Aplicar o verniz
transparente acrílico bi-componente normal ou alto sólido
preparado anteriormente, conforme as modalidades previstas pelo fornecedor
do produto.
NOTA: Controlar
o painel; se for verificado um leve amassamento, emassar a parte envolvida
com massa para revisăo e em seguida lixar a seco com lixa P320 - P400 mediante
lixadeira pneumática equipada com aspirador Repetir
a operaçăo 4 e 5.
PINTURA DE CHAPA (REPARADA)
1 - Lixar a seco com
lixa P80 - P180 a zona reparada mediante lixadeira
pneumática equipada com aspirador.
2 - Aspirar o pó e
executar a limpeza com um produto detergente de baixo "VOC"
ou com um produto sem silicone.
3 - Aplicar na zona
reparada, em uma única passada, um produto passivamente
(fundo epoxídico) bi-componente ausente de cromados conforme as
modalidades previstas pelo fornecedor.
4 - Emassar as zonas
com massa poliéster bi-componente de secagem ao ar.
5 - Aplainar a seco
com lixa P100 - P120 mediante lixadeira pneumática equipada
com aspirador, e executar a operaçăo 2 e 3.
6 - Aplicar o fundo
de enchimento alto sólido médio sólido a esfumar na zona em
assada preparada anteriormente, conforme as modalidades previstas pelo
fornecedor do produto.
7 - Aplainar a seco
com lixa P320 - P400 mediante lixadeira pneumática equipada
com aspirador, e executar a operaçăo 2.
8 - Soprar cuidadosamente todo o painel
9 - Limpar a superfície com pano anti poeira.
10 - Aplicar a tinta
base pastel / metalizada/ metalescente preparada anteriormente,
conforme as modalidades previstas pelo fabricante do produto.
11 - Aplicar o verniz
transparente acrílico bicomponente normal ou alto sólido
preparado anteriormente, conforme as modalidades previstas pelo fornecedor
do produto.
NOTA: Controlar
o painel; se for verificado um leve amassamento, emassar a parte envolvida
com massa para revisăo e em seguida lixar a seco com lixa P320 - P400 mediante
lixadeira pneumática equipada com aspirador. Repetir
a operaçăo 2 e 3.
PINTURA DE PÁRA-CHOQUE
(SUBSTITUÍDO)
1 - Limpar o pára-choque
de reposiçăo, para a eliminaçăo de eventual poeira,
graxa, etc. com produto anti estático uma vez que o mesmo é protegido com
fundo específico
para a sucessiva pintura.
2 - Lixar a seco com
lixa P360 - P400 mediante lixadeira pneumática equipada
com aspirador, a superfície envolvida pela pintura.
3 - Aspirar o pó e
executar a limpeza com um produto detergente de baixo "VOC"
ou com um produto sem silicone.
4 - Soprar cuidadosamente todo o painel
5 - Limpar a superfície com pano anti poeira.
6 - Aplicar nas zonas
descobertas, em uma única passada, um produto
passivamente (fundo para plástico) bi-componente ausente de cromados
conforme as modalidades previstas pelo fornecedor.
7 - Aplicar a tinta
base pastel / metalizada/ metalescente preparada anteriormente,
conforme as modalidades previstas pelo fabricante do produto.
8 - Aplicar o verniz
transparente acrílico bi-componente normal ou alto sólido
preparado anteriormente, conforme as modalidades previstas pelo fornecedor
do produto.
NOTA: Adicionar
transparente elastizado conforme as modalidades previstas pelo fornecedor
do produto.
PINTURA DE ELEMENTO DE PLÁSTICO (MATERIAL COMPOSTO KMC) (SUBSTITUÍDO)
1 - Limpar o componente
de reposiçăo parafusado (de plástico), para eliminar
eventual presença de pó, graxa, etc. com um produto detergente de baixo
composto orgânico
volátil "VOC" ou com um produto sem silicone.
2 - Executar um ligeiro
lixamento superficial com lixa P220 - P240 a seco, mediante
lixadeira pneumática equipada com aspirador, somente na chapa onde será
feita a pintura.
3 - Aspirar o pó e executar a limpeza com um produto detergente de baixo "VOC".
4 - Aplicar o fundo
de enchimento alto sólido / médio sólido preparado
anteriormente, conforme as modalidades previstas fornecidas pelo fabricante do
produto.
5 - acabamento a seco
com lixa P320 - P400 mediante lixadeira pneumática
equipada com aspirador e repetir a operaçăo 3.
6 - Soprar cuidadosamente todo o painel
7 - Limpar a superfície com pano anti poeira.
8 - Aplicar a tinta
base pastel / metalizada/ metalescente preparada anteriormente,
conforme as modalidades previstas pelo fabricante do produto.
9 - Aplicar o verniz
transparente acrílico bicomponente normal ou alto sólido
preparado anteriormente, conforme as modalidades previstas pelo fornecedor
do produto.
NOTA: Controlar
o painel; se for verificado um leve amassamento, emassar a parte envolvida
com massa para revisăo e em seguida lixar a seco com lixa P320 - P400 mediante
lixadeira pneumática equipada com aspirador.
Repetir a operaçăo 3.
PINTURA
DE CHAPA / ELEMENTOS DE PLÁSTICO (KMC) NĂO SUBSTITUÍDO (RECONSTITUIÇĂO)
"CICLO COSMÉTICO"
1 - Lixar a seco com
lixa P360 - P400 o painel com defeito do PV aplicado, mediante
lixadeira pneumática equipada com aspirador, o painel em questăo.
2 - Aspirar o pó e
executar a limpeza com um produto detergente de baixo "VOC"
ou com um produto sem silicone e para os plásticos, com produto anti-estático
de baixo
"VOC".
3 - Soprar cuidadosamente todo o painel
4 - Limpar a superfície com pano anti poeira.
5 - Aplicar a tinta
base pastel / metalizada/ metalescente preparada anteriormente,
conforme as modalidades previstas pelo fabricante do produto.
6 - Aplicar o verniz
transparente acrílico bicomponente normal ou alto sólido
preparado anteriormente, conforme as modalidades previstas pelo fornecedor
do produto.
PINTURA COM ESMALTE
ESPECIAL MICALIZADO "AZUL NUVEM" DAS CHAPAS SUBSTITUÍDAS
OU REPARADAS
O esmalte especial
micalizado "Azul nuvem" é uma cor de aspecto ESBRANQUIÇADO/PEROLADO.
O aspecto esbranquiçado
é obtido com um esmalte especial contendo partículas de
mica revestidas com colorantes degradę. Este tipo de esmalte é um verniz
quase transparente
que adiciona o efeito perolado ŕ cor básica que aparece dando
a tonalidade.
PINTURA DE CHAPA SUBSTITUÍDA
(COM REPOSIÇĂO ORIGINAL TRATADA POR CATAFORESE)
Ciclo operativo para
esmalte "Azul nuvem" (414/A) micalizado com colorantes degradę.
1 - Preventiva limpeza
do componente de reposiçăo para eliminar eventual
presença de pó, graxa, etc. com detergente de baixo "VOC".
2 - (Na presença de
ferrugem acidental devido a estocagem, esmerilhar a zona
atacada até a chapa nua).
3 - Ligeiro lixamento
superficial com lixa 220 a seco com aspirador, somente na
parte de chapa que será pintada.
4 - Limpeza com detergente
de baixo "VOC" da eventual parte de chapa
descoberta.
5 - Soprar com ar comprimido toda a chapa.
6 - Pulverizaçăo,
em uma única passada, do produto passivador bicomponente
ausente de cromados (espessura da película de 5 .... 10 microns)
7 - Eventual aplicaçăo
de sigilantes plásticos nas junçőes onde previsto
originalmente (ver ciclo específico no capítulo Notas).
8 - Aplicaçăo de fundo
de enchimento bicomponente alto sólido, mediante
pulverizaçăo de duas măos cruzadas, com intervalo de alguns minutos conforme
a espessura desejada.
9 - Esperar de 10 a 15 minutos antes de iniciar a secagem.
10 - Secagem ao forno
ŕ temperatura de 40 - 60°C pelo tempo de 30 / 40 minutos
(espessura da película de 70 a 80 mícrons; dureza grafite F-H).
11 - Lixar a seco
com lixa 400 com aspirador do elemento pulverizado. Para esta
operaçăo, certificar-se de que o elemento está ŕ temperatura ambiente.
12 - Soprar com ar comprimido.
13 - Limpar com detergentes de baixo "VOC" e passar pano contra poeira.
14 - Aplicaçăo de
măo cruzada de esmalte pastel dupla camada (Branco base MIX
010 - HERBERTS)
15 - Repouso de 10
a 15 minutos ŕ temperatura ambiente (20°C) e sucessiva
secagem no forno ŕ temperatura de (60°C) por 40 minutos.
16 - Lixamento a seco
com aspiraçăo com lixa 800 do elemento pulverizado. Para
esta operaçăo certificar-se de que o elemento está ŕ temperatura ambiente.
17 - Soprar com ar comprimido.
18 - Limpar com detergente com baixo "VOC" e limpar com pano contra poeira.
19 - Aplicaçăo da
base "Azul nuvem" (tipo HERBERTS 415.027/B) mediante
pulverizaçăo de măo leve e quatro măos normais com intervalo de alguns
minutos e em seguida,
dar uma ligeira esfumada para uniformizar a pintura
(espessura da película de aproximadamente 30 microns).
20 - Repouso por 10 - 20 minutos ŕ temperatura de 20°C.
21 - Aplicaçăo do transparente acrílico bicomponente normal ou Alto sólido.
22 - Para transparente
normal : pulverizar măo leve e duas sucessivas măos com
intervalo de alguns minutos.
23 - Para transparente
Alto sólido : pulverizar măo leve e um seguinte plena com
intervalo de alguns minutos.
24 - Repouso de 10
a 20 minutos ŕ temperatura ambiente (20°C) e sucessiva
secagem em forno ŕ temperatura de 60°C por 40 minutos (espessura da película
de 40 a 50 mícrons;
dureza HB-F).
25 - Eventual polimento
mecânico ou manual do retoque ou chapa pintada (e
eventual zona adjacente) com massa fina de polir e/ou cera).
É recomendável efetuar a operaçăo após pelo menos 24 horas da secagem.
PINTURA DE CHAPA REPARADA - RETOQUE (INTERVENÇĂO EM CHAPA NUA)
Ciclo operativo para
esmalte "Azul nuvem" (414 / A) - micalizado com colorantes degradę.
1 - Revisăo de toda
a zona a ser retocada com lixa 150 - 220, tendo o cuidado de
nivelar a zona circundante e eliminar qualquer marca de oxidaçăo na chapa
descoberta.
2 - Limpeza com detergente
de baixo "VOC" da eventual parte de chapa descoberta
e da zona circundante revisada.
3 - Soprar com ar comprimido.
4 - Pulverizaçăo,
em uma única passada, do produto passivador bicomponente
ausente de cromados nas zonas de chapa descobertas (espessura da película
de 5 .... 10 microns)
5 - Eventual emassamento com produto poliéster bi-componente de secagem ao ar.
6 - Revisăo a seco com aspirados com lixa 80 - 120 na zona emassada.
7 - Soprar com ar comprimido.
8 - Lavagem com detergentes de baixo "VOC" da zona lixada.
9 - Posterior pulverizaçăo
em uma única passada, do produto passivador
bi-componente nas zonas de chapa descobertas durante a revisăo.
10 - Aplicaçăo do
fundo de enchimento bi-componente Alto sólido mediante
pulverizaçăo de 2 a 4 măos cruzadas, com intervalos de alguns minutos
conforme a espessura
desejada.
11 - Aguardar de 10 a 15 minutos ates de iniciar a secagem
12 - Secagem do fundo com lâmpada de raios infravermelhos
13 - Distância inicial
de 50 a 60 cm por 5 minutos; em seguida, colocar a lâmpada
a 35 - 40 cm por 15 minutos (espessura da película de 80 a 150 microns) ;
dureza F - H). Em
alternativa, secar o fundo no forno ŕ temperatura de 60°C por
40 minutos.
14 - Lixamento a seco
com aspiraçăo, com lixa 400 do elemento pulverizado. Para
esta operaçăo, certificar-se de que o elemento está ŕ temperatura ambiente.
15 - Soprar com ar comprimido.
16 - Limpeza com detergente de baixo VOC
17 - Limpar com pano contra poeira.
18 - Executar o ciclo
previsto para a chapa substituída a partir do ponto 1,12 ao
ponto 1.20
PINTURA DOS COMPONENTES
EM MATERIAL TERMOPLÁSTICO (INTERVENÇĂO NAS
PARTES SUBSTITUÍDAS)
Para o modelo em questăo,
as partes envolvidas săo : Pára-choques, Spoiler e Mini-saia.
Ciclo operativo para
esmalte "Azul nuvem" (414 / A) - micalizado com colorantes degradę.
1 - Aplicar o promotor de adesăo (primer) para materiais termoplásticos.
2 - Executar o ciclo
previsto para a chapa substituída a partir do ponto 1.12 ao
ponto 1.20.
PINTURA DE COMPONENTES
DE MATERIAL TERMO ENDURECEDORES (INTERVENÇĂO
EM PARTES SUBSTITUÍDAS)
Para o modelo em questăo,
a parte envolvida é a tampa do combustível. Ciclo
operativo para esmalte "Azul nuvem" (414 / A) - micalizado com colorantes
degradę.
1 - Executar o ciclo
previsto para a chapa substituída a partir do ponto 1.7 ao ponto
1.20.
NOTA: Todas
as operaçőes de pulverizaçăo do produto passivador, do fundo de enchimento
e dos esmaltes devem ser feitas em cabine com prévio eventual mascaramento
da zona circundante ao componente a ser pintado. A
manipulaçăo e a utilizaçăo dos fundos, massas, tintas e solventes devem ser
efetuadas em ambientes
aerados. Para
a limpeza dos meios de trabalho devem ser utilizados solventes específicos
com um máximo de 3%
de toluol e xilol Antes
de executar o eventual polimento, certificar-se de que a chapa e a zona
circundante estăo
ŕ temperatura ambiente. Antes
da solda por pontos das chapas, aplicar nas bordas esmerilhadas da zona de
uniăo, o protetor
zincante eletrosoldável (tipo PPG D - 459632 ou produto equivalente).

RESTABELECIMENTO DOS
TRATAMENTOS CONTRA CORROSĂO/INSONORIZANTES/SIGILANTES
Os tratamentos aos
quais a carroceria é submetida para obter as necessárias características
de resistęncia ŕ corrosăo insonorizaçăo e sigiladura, podem ser danificados
ou destruídos pelas intervençőes de reparaçăo. Devem,
portanto, ser restabelecidos, nas oportunas fases de intervençăo reparativa,
de modo a recolocar
o veículo nas condiçőes originais.
EQUIPAMENTOS
Os equipamentos utilizados săo:
- pistolas pneumáticas para extrusăo de produtos sigilantes.
- sistemas de injeçăo de espumas
- sistemas de injeçăo de cerosos
Nas caixas substituídas
ou reparadas mediante solda ou superaquecimento, é necessário
restabelecer a proteçăo contra corrosăo interna mediante :
- aplicaçăo do conversor de ferrugem nas zonas superaquecidas ou soldadas que
requer um
repouso de pelo menos 24 horas em temperatura ambiente (20°C).
- aplicaçăo de protetor
ceroso na caixa substituída ou reparada (tipo PPG 853.764
ou produto equivalente);
- Restabelecer nas
caixas, onde previsto, a espumadura poliuretânica expandida
do tipo rígido (exemplo : Espuma - fix da BOSTON, Espuma P.U.R. da TORGGLER -
Merano ou produto
equivalente).
- Restabelecer, quando necessário, a sigiladura das junçőes;
- Nas flangeaduras
das partes móveis (tampa do porta-malas, capô), fornecidas de
reposiçăo, executar a sigiladura conforme as seguintes instruçőes :
- no componente de
reposiçăo tratado por cataforese, efetuar a limpeza das zonas
envolvidas com heptano ou solventes anti silicônicos / anti estáticos;
- aplicar um cordăo
de sigilante poliuretânico tipo SIKAFLEX 221 da Fábrica SIKA (*)
com forma e posiçăo como indicado na figura;
- deixar o sigilante
secar por 24 horas em temperatura ambiente (20°C) ou 40
minutos a 60°C;
- efetuar a pintura normal do componente.
Nas partes externas
substituídas ou reparadas, aplicar, quando necessário, o protetor
ceroso de PVC.
(*) Em alternativa,
utilizar o produto similar da 3M ou outros produtos equivalentes, observando
as indicaçőes do fornecedor.
Exemplo de aplicaçăo do sigilante(FIG. ANTERIOR).
A - Sigilante
Para a utilizaçăo
dos produtos químicos, observar criteriosamente as indicaçőes preventivas
prescritas na ficha de segurança que o fornecedor deve entregar ao usuário.