CAMISAS DOS CILINDROS E BLOCO
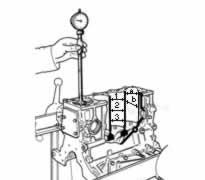
Controle e esquema
para a medição das camisas dos cilindros
Levantar os valores
máximos de ovalização, conicidade
e desgaste das camisas dos cilindros. Inspecionar
visualmente todas as superfícies de escorrimento.
As camisas dos cilindros
são selecionadas em classes
de 0,01 mm: A - B - C - D - E
NOTA: As
tolerâncias admitidas para a repassagem das camisas
dos cilindros são: conicidade - diferença entre
a 1ª e a 3ª medição: ± 0,005 mm; ovalização - diferença
entre a e b: 0,05 mm. Em
caso de repassagem, todas as camisas devem sofrer
a mesma majoração.
CAMISAS
DOS CILINDROS E BLOCO
Controle e esquema
para a medição das camisas dos cilindros
Levantar os valores
máximos de ovalização, conicidade
e desgaste das camisas dos cilindros. Inspecionar
visualmente todas as superfícies de escorrimento.
As camisas dos cilindros
são selecionadas em classes
de 0,01 mm: A - B - C - D - E
NOTA: As tolerâncias
admitidas para a repassagem das
camisas dos cilindros são: conicidade - diferença entre
a 1a. e a 3a. medição: ± 0,005 mm; ovalização - diferença
entre a e b: 0,05 mm. Em
caso de repassagem, todas as camisas devem sofrer
a mesma majoração.
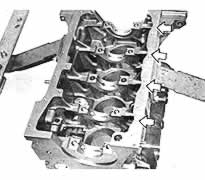
Localização dos pulverizadores
para resfriamento dos pistões.
O bloco está equipado
com quatro pulverizadores, dois
dos quais são indicados pelas setas, alimentados diretamente
pelos mancais.
Estes pulverizadores
servem para resfriar e lubrificar os
pistões e seus respectivos pinos.

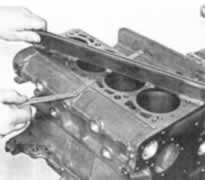
Seleção das camisas
dos cilindros com diâmetro normal.
As setas indicam as
letras referentes à classe a que pertencem
os cilindros.
Montagem dos tampões
no bloco
A retirada dos tampões
das câmaras de arrefecimento pode
ser feita com um martelo normal de aço.
Antes da montagem
dos tampões, passar vedante em suas
superfícies de contato com o bloco.

Controle do plano
de apoio do cabeçote mediante régua
e espessímetro.
NOTA: O
empenamento máximo do plano de apoio do
cabeçote não deve ser superior a 0,1 mm.
Controle
do plano de apoio do cabeçote mediante régua
e espessímetro.
NOTA: O empenamento
máximo do plano de apoio do
cabeçote não deve ser superior a 0,1 mm.
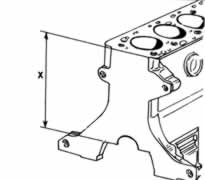
A medida X adotada
em produção é de 229 ± 0,07 mm.